


 搜索
搜索

如何確保SMT貼片加工質(zhì)量?確保SMT貼片加工質(zhì)量的三點要求
來源:www.m.hao33.cn 作者:領(lǐng)卓PCBA 發(fā)布時間:2025-10-31 09:09:54 點擊數(shù): 關(guān)鍵詞:SMT貼片加工
一站式PCBA加工廠家今天為大家講講如何確保SMT貼片加工質(zhì)量?確保SMT貼片加工質(zhì)量的三點要。加工質(zhì)量是電子產(chǎn)品制造中的關(guān)鍵環(huán)節(jié),其質(zhì)量直接影響產(chǎn)品的可靠性、性能和壽命。以下是確保SMT貼片加工質(zhì)量的三點核心要求,涵蓋從前期準(zhǔn)備到生產(chǎn)過程的全流程控制:

確保SMT貼片加工質(zhì)量的三點要求
1. 嚴(yán)格的物料管理與檢驗
物料質(zhì)量把控
元器件篩選:確保所有貼片元件(如電阻、電容、IC等)符合規(guī)格書要求,包括尺寸、精度、耐溫性等參數(shù)。對關(guān)鍵元件(如BGA、QFN)需進行X-Ray檢測,確認(rèn)內(nèi)部結(jié)構(gòu)無缺陷。
供應(yīng)商管理:選擇信譽良好的供應(yīng)商,定期審核其質(zhì)量體系,避免使用來歷不明或假冒偽劣元件。
存儲條件:控制溫濕度(如濕度≤10%RH),防止元件受潮或氧化,尤其是對靜電敏感(ESD)器件。
PCB基板檢驗
檢查PCB的平整度、阻焊層完整性、焊盤氧化情況,確保無劃痕、短路或開路缺陷。
驗證PCB的尺寸精度和孔位公差,避免因基板問題導(dǎo)致貼裝偏差。
2. 精密的設(shè)備與工藝控制
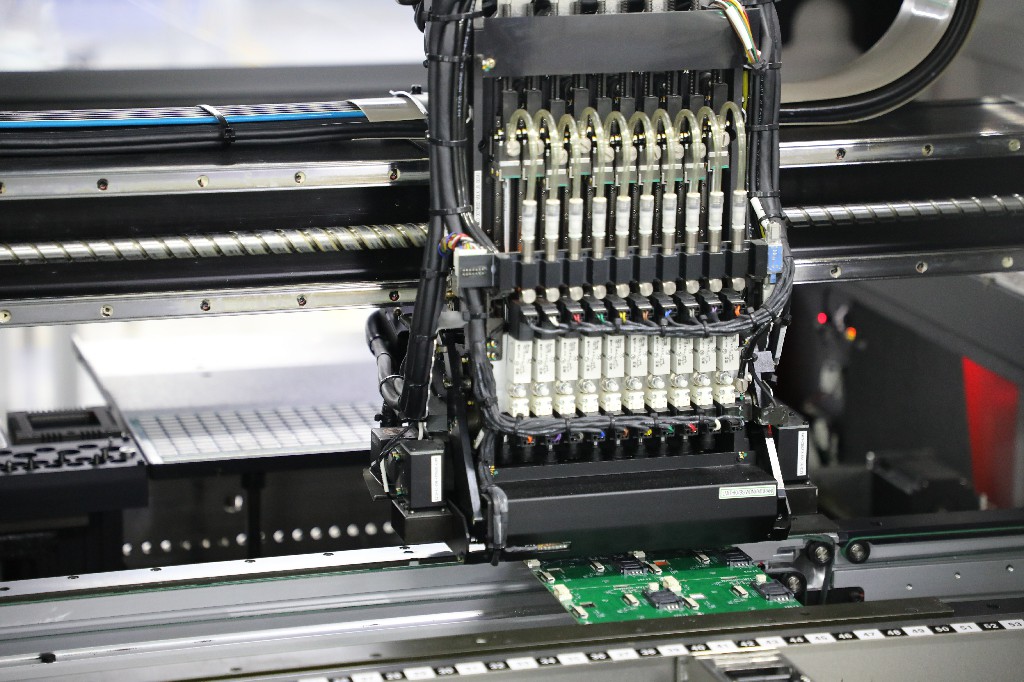
設(shè)備精度與維護
貼片機校準(zhǔn):定期校準(zhǔn)貼片頭的吸嘴壓力、位置精度和旋轉(zhuǎn)角度,確保元件貼裝位置誤差≤±0.05mm。
印刷機控制:優(yōu)化鋼網(wǎng)設(shè)計(如開孔尺寸、形狀),控制錫膏印刷厚度(通常0.12-0.15mm),避免連錫或少錫。
回流焊溫度曲線:根據(jù)元件和PCB材質(zhì)設(shè)定合理的升溫、保溫、回流和冷卻速率,防止元件因熱應(yīng)力損壞或焊接空洞。
工藝參數(shù)優(yōu)化
貼裝壓力:調(diào)整吸嘴壓力,避免元件被壓碎或貼裝不牢。
速度控制:平衡生產(chǎn)效率與貼裝精度,高速貼片機需根據(jù)元件類型動態(tài)調(diào)整速度。
AOI/SPI檢測:在印刷后和貼裝后分別使用自動光學(xué)檢測(SPI)和貼片檢測(AOI)設(shè)備,實時監(jiān)控錫膏印刷質(zhì)量和元件貼裝位置。
3. 完善的質(zhì)量檢測與追溯體系
在線檢測與反饋
X-Ray檢測:對BGA、CSP等隱藏焊點進行無損檢測,確認(rèn)無空洞、橋接或虛焊。
功能測試:通過ICT(在線測試)或FCT(功能測試)驗證電路板的電氣性能,確保無短路、開路或參數(shù)漂移。
首件檢驗(FAI):每批次生產(chǎn)前制作首件板,經(jīng)全檢合格后方可批量生產(chǎn)。
數(shù)據(jù)追溯與改進
MES系統(tǒng)集成:記錄生產(chǎn)過程中的關(guān)鍵參數(shù)(如貼裝坐標(biāo)、溫度曲線、檢測結(jié)果),實現(xiàn)數(shù)據(jù)可追溯。
不良品分析:對焊接缺陷(如立碑、偏移、冷焊)進行根因分析(如鋼網(wǎng)堵塞、吸嘴磨損),制定糾正措施。
持續(xù)優(yōu)化:定期復(fù)盤生產(chǎn)數(shù)據(jù),優(yōu)化工藝參數(shù)和設(shè)備設(shè)置,降低不良率(目標(biāo)通常≤50ppm)。
補充要點
環(huán)境控制:保持車間潔凈度(如ISO 7級),控制溫濕度(22±2℃, 45-65%RH),減少灰塵和靜電干擾。
人員培訓(xùn):操作員需通過SMT工藝培訓(xùn),熟悉設(shè)備操作和異常處理流程。
防錯設(shè)計:在PCB上設(shè)置防呆標(biāo)記(如極性標(biāo)識、定位孔),避免元件錯貼或方向反裝。
通過以上三點要求,結(jié)合嚴(yán)格的管理流程和技術(shù)手段,可顯著提升SMT貼片加工的一次通過率(FPY),降低返修成本,確保電子產(chǎn)品的高可靠性。
關(guān)于如何確保SMT貼片加工質(zhì)量?確保SMT貼片加工質(zhì)量的三點要的知識點,想要了解更多的,可關(guān)注領(lǐng)卓PCBA,如有需要了解更多PCBA打樣、PCBA代工、PCBA加工的相關(guān)技術(shù)知識,歡迎留言獲取!
熱門動態(tài)
-
PCB設(shè)計中的孔與孔最小間距及最小孔徑是多少?PCB孔與孔的最小間距
時間:2025 瀏覽:29
-
PCB板顏色的由來和意義是什么?PCB板顏色的作用及特點
時間:2025 瀏覽:29
-

新能源汽車PCBA線路板制造對PCBA廠家有哪些要求?
時間:2025 瀏覽:29
-

SMT貼片加工如何清除多余錫渣?常見的清除多余錫渣的方法
時間:2025 瀏覽:29
-
SMT貼片加工假焊、漏焊和少錫問題有什么影響?減少假焊、漏焊和少錫問題的方法
時間:2025 瀏覽:29
-

如何實現(xiàn)多層PCB的過孔?多層pcb設(shè)計過孔的方法
時間:2025 瀏覽:29
-

為什么SMT打樣單價高于批量生產(chǎn)?SMT打樣加工價格高的原因
時間:2025 瀏覽:29
-

SMT電子組裝有哪些生產(chǎn)步驟和方法?SMT電子組裝生產(chǎn)步驟和方法
時間:2025 瀏覽:29
-
如何精準(zhǔn)識別PCB優(yōu)劣?四步快速精準(zhǔn)識別出PCB問題
時間:2025 瀏覽:29
-
為什么小批量SMT打樣收取上機費?小批量SMT打樣中上機費的價值
時間:2025 瀏覽:29